一、车间生产排程
车间生产排程,即车间生产作业计划,是指对生产计划的具体执行的日程安排工作,是企业各项具体生产活动的行动安排。车间生产计划排程目的是为车间生成一个详细的短期生产计划。
车间生产排程要遵循基本的排程原则进行,具体原则如下:
最早交货者优先
最短加工时间优先规则
先到先生产规则
最长加工时间优先规则
最少松弛时间规则
交货期临近优先
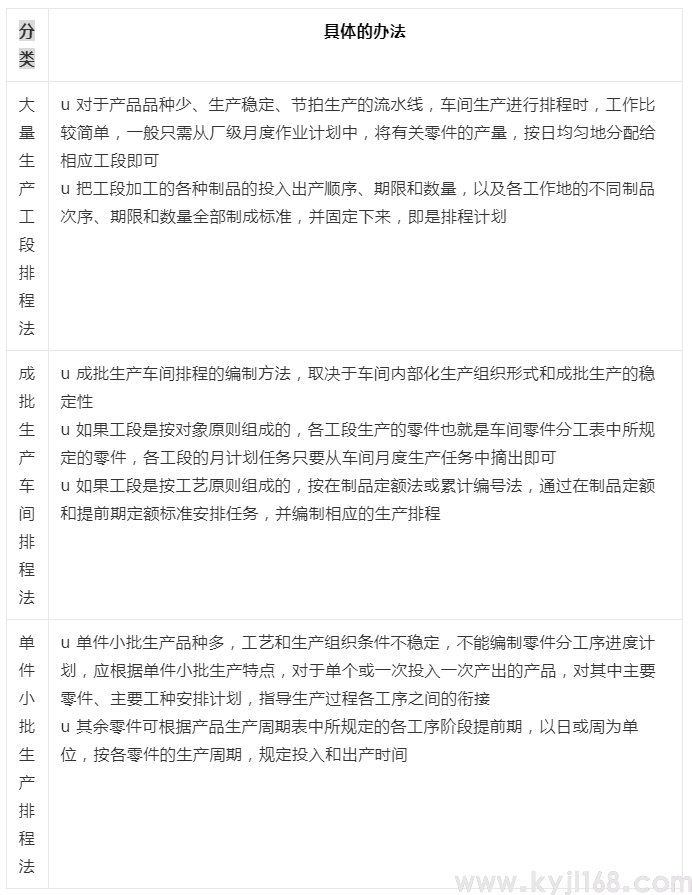
车间生产排程,主要包括:车间生产日常安排、工段(班、组)生产作业的编制、工段(班、组)内部生产作业的编制等。对不同生产类型的企业其具体的车间生产排程方法也不同,具体如下。

二、班组任务分配
班组任务分配即生产作业分配或派工,是指根据车间、工段、班组生产的排程,结合企业的实际情况,为各个工作地具体分派生产任务的活动。
班组任务分配,由于车间、工段的生产类型不同,因而有不同的方式。主要的分配方式3种,具体如下:
标准派工法:
通过编制的标准计划,来进行派工。适用于大量大批生产的工段、班组。
定期派工法:
派工员根据月度的工段作业计划在较短的时期内(旬、周、5日等)定期地为每个工作地分派任务。适用于成批生产或比较稳定的单件小批生产车间。
临时派工:
根据生产任务和准备工作的情况及各工作地的负荷情况,随时把任务下达给工作地。适用于单件小批生产的车间。
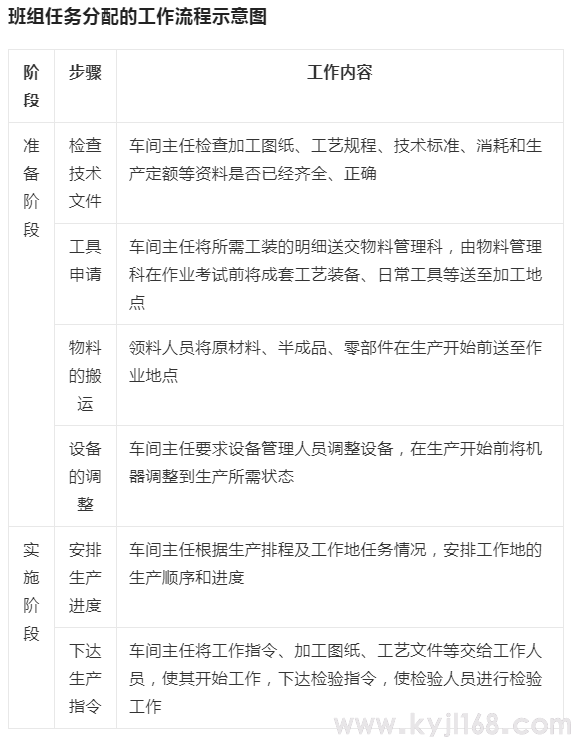
在进行班组任务分配时,应两个阶段进行,具体的工作项目和工作内容如下:


三、设备日常使用
日常设备使用过程中应遵循的规范如下:
所有动力设备,需严格按照操作过程工作。不得在电气设备上搭湿物和放置金属类、棉纱类物品
未经领导批准,不准乱修、拆卸或配用其他人员的机器零件和工具,非本岗位操作人员未经批准不得操作本机
操作人员发现设备有严重故障,应立即停止操作,立即上报班组长处理,班组不能处理的,报设备管理科进行维修,同时采取适当的安全措施
岗位人员交接班时必须对设备运行状况进行交接,交接内容包括设备运转的异常情况、原有缺陷变化、运行参数的变化、故障及处理情况等
机械设备在停车机械扫除、加油、检查、修理时,为防止他人启动,发生意外,应有适当的安全装置和明显标志

四、交接班管理
班组人员做好交接班管理,可以保证车间正常运行,防止各项安全生产事故的发生,使班组的管理和建设工作更完善。
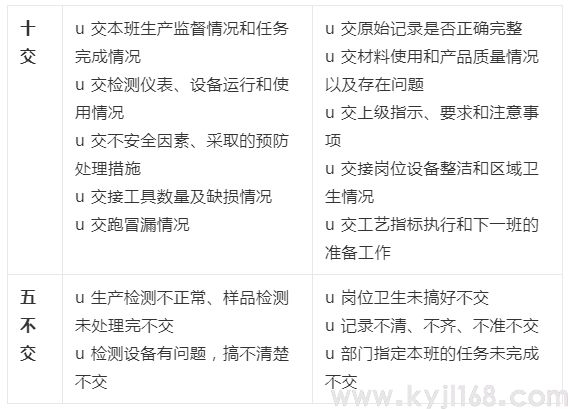
交接班人员在交接过程中,按十交、五不交的原则进行,该交接的不准有漏项,不能交接的不能接手,具体交接原则如下:


五、车间环境管理
车间环境管理工作主要包括三大部分,车间环境的布置设计、车间环境条件的管理、车间环境的改善。
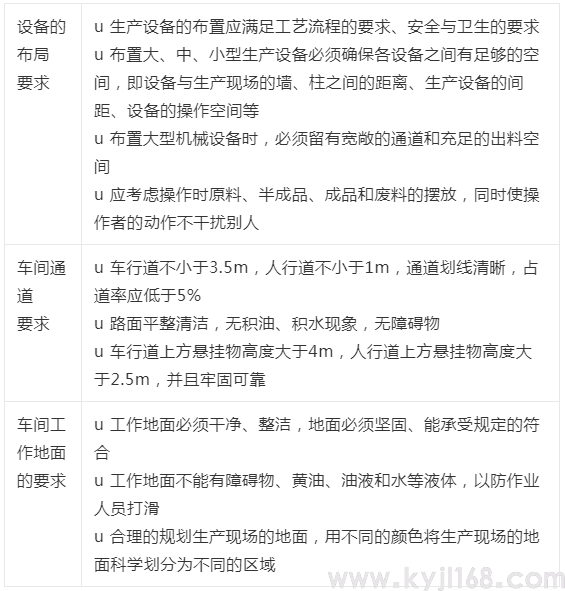
车间布置设计应注意设备的布局要求、车间通道要求、车间工作地面要求等3方面的要求,具体设计要求如下:
为了保证员工作业的安全,车间管理人员必须对影响环境的各个因素进行管理,影响车间环境条件的因素有很多,需要进行的管理工作事项也很多;其中包含温度、湿度管理;照明管理;振动的控制等。
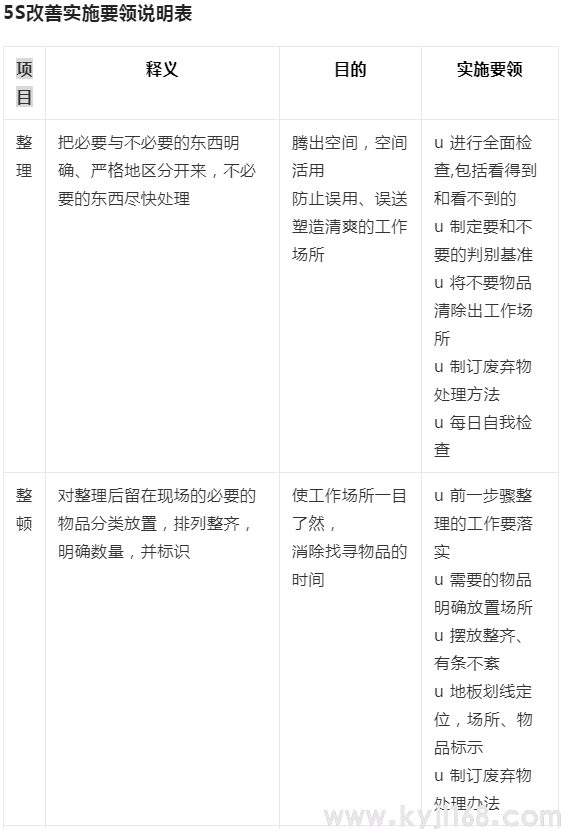
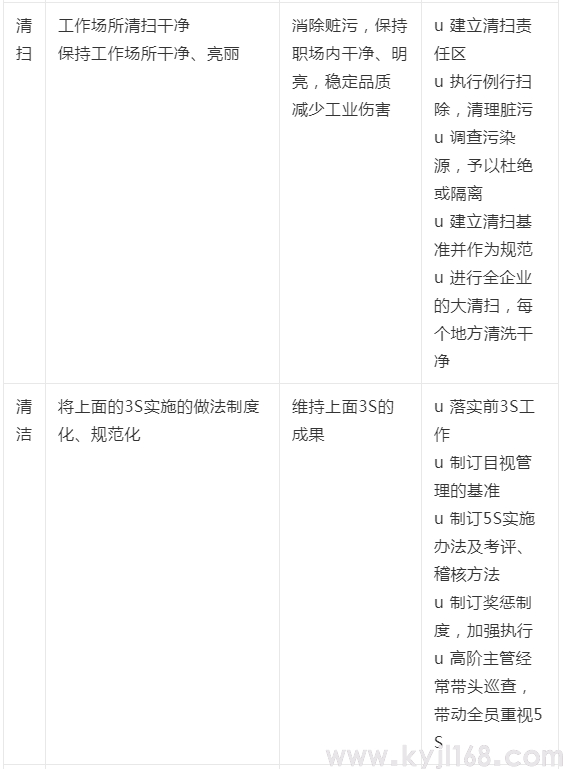
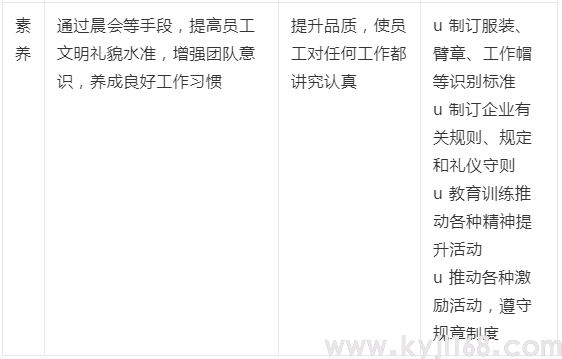
车间环境的改善最常用的方法就是5S,5S管理包括整理、整顿、清扫、清洁、素养五个项目,它的具体目的和实施要领如下:


六、班组建设管理
班组是企业从事生产经营活动和加强精神文明建设的最基本组织,是企业落实规章制度与实现方针目标的落脚点,是企业活力与竞争力所在,所以企业必须高度重视班组建设工作。
班组团队构建,是班组建设的核心内容之一。班组团队构建的重点就是班组长的选择。
班组长是班组安全生产活动和各项工作的核心,是现场直接指挥者和决策者,搞好班组建设,班组长的作用异常重要。班组长必须要具备以下3种素质。
(1)政治素质:作为班组的带头人,要具备强烈的事业心和使命感,自强不息,顽强进取,坚持原则,大胆管理,善于协调干部和职工之间的关系。
(2)技术业务素质:班组长必须胜任班组的业务领导工作,具有丰富的技术业务和工作经验,能为下属操作员工提供指导。
(3)是管理素质:对管辖的人员、设备、物资等做到科学管理,合理使用,使之人尽其才,物尽其用。


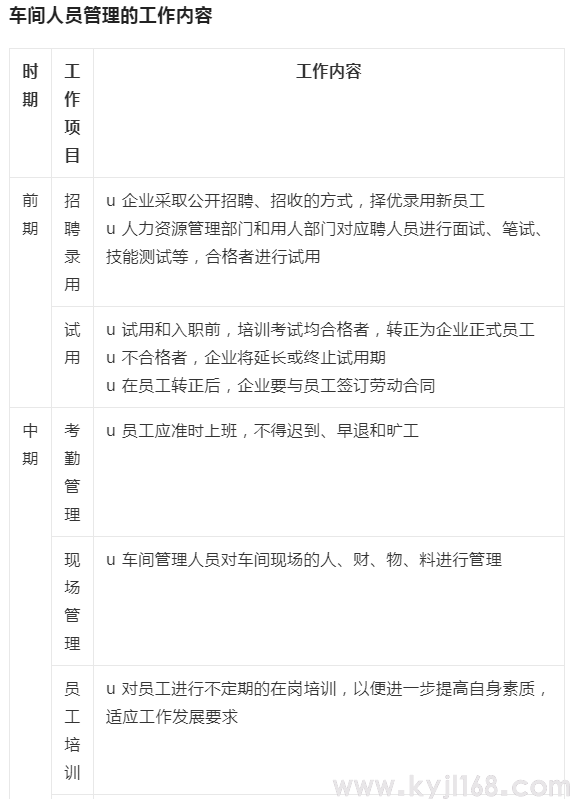
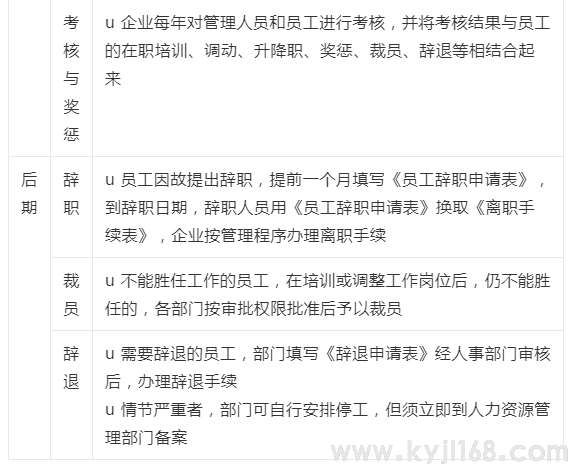
七、车间人员管理
车间人员的管理直接影响着员工士气、生产效益、成本损耗,甚至产品质量等,所以企业必须对车间一线员工进行合理的管理,维持员工工作的积极性,以提高和稳定产品质量、降低成本。
企业管理员工的根本原则是以人为本的原则,即真正把员工放在企业的中心位置,坚持以员工为本,在管理中尊重、理解、关心和爱护员工,最大限度的调动员工的积极性。