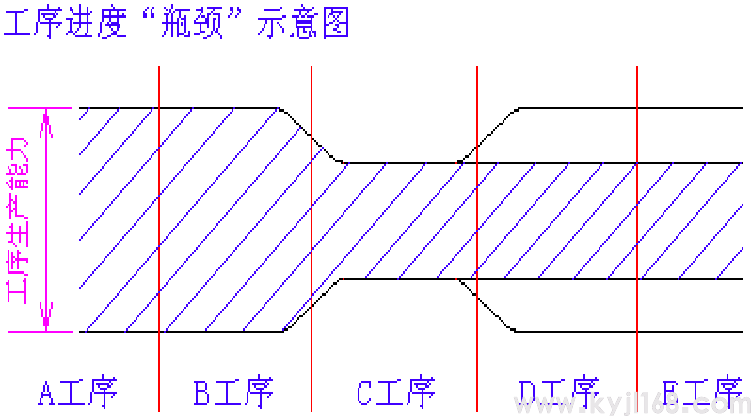
生产效率为什么低?生产效率不是由最快的工序决定的,而是由最慢的工序决定的!
只要这个木桶里有一块不够高度,木桶里的水就不可能是满的。只有木桶壁上的所有木板都足够高,那木桶才能盛满水。 所以主要的解决方法就是找出影响生产的瓶颈工序,这也是生产线平衡率设计的重要所在。

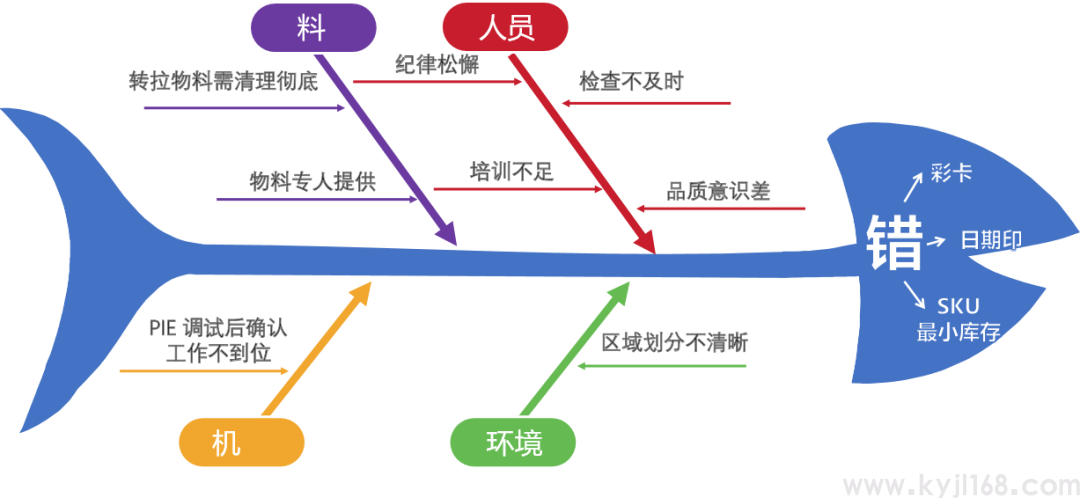
就是我们常说的5M1E。
1、人员 Man:操作者对质量的认识、技术熟练程度、身体状况等。
2、机器 Machine:机器设备、测量仪器的精度和维护保养状况等。
3、物料 Material:材料的成分、物理性能和化学性能等。
4、方法 Method:这里包括生产工艺、设备选择、操作规程等。
5、环境 Environments:工作地的温度、湿度、照明和清洁条件等。
6、测量 Measurement:主要指测量时采取的方法是否标准、正确。
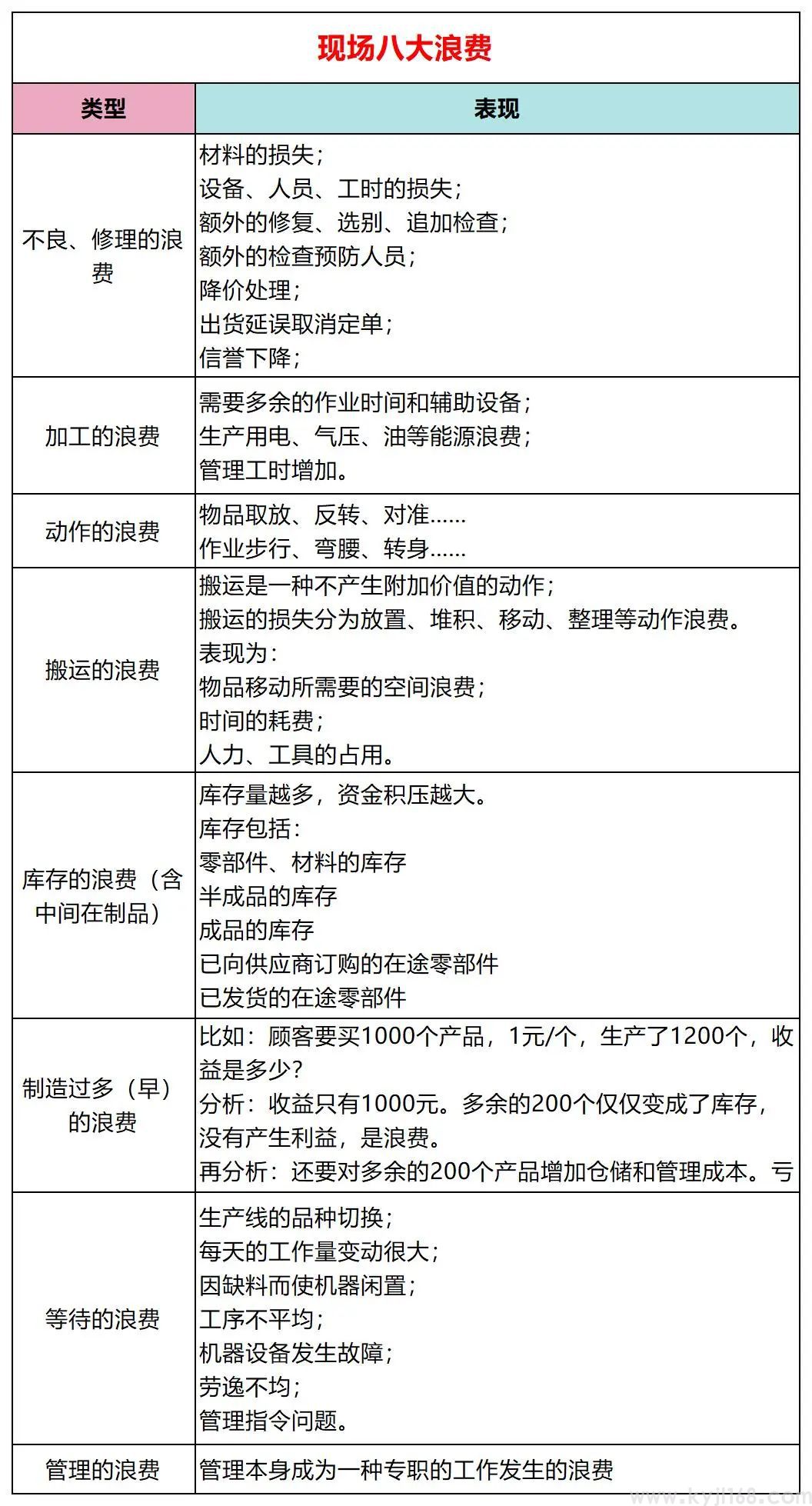
提高制造系统的运营效率的方法是消除浪费。
1、浪费是什么?
- 不为产品增加价值的任何事情
- 不利于生产不符合客户要求的任何事情
- 顾客不愿付钱由你去做的任何事情
- 尽管是增加价值的活动,但所用的资源超过了 “绝对最少”的界限,也是浪费

2、消除浪费的4大步骤
了解什么是浪费?→ 识别工序中哪里存在浪费?→ 使用合适的工具来消除已识别的特定浪费!→实施持续改进措施,重复实施上述步骤
第一步:问题的发生、发现
应用PQCDSM(产能、质量、成本、货期、安全、士气)调查表、排序。
第二步:现状分析、找出重点
应用5W2H调查表、因果图。
第三步:改善方案的制定
应用改善4原则、明确改善的目的,ECRS4原则:
删除Elimination 合并Combination 调整Rearrange 简化Simplification
第四步:改善方案的实施和评价
模拟试验、数据化评价。
第五步:改善方案的跟踪和处理
方案标准化。

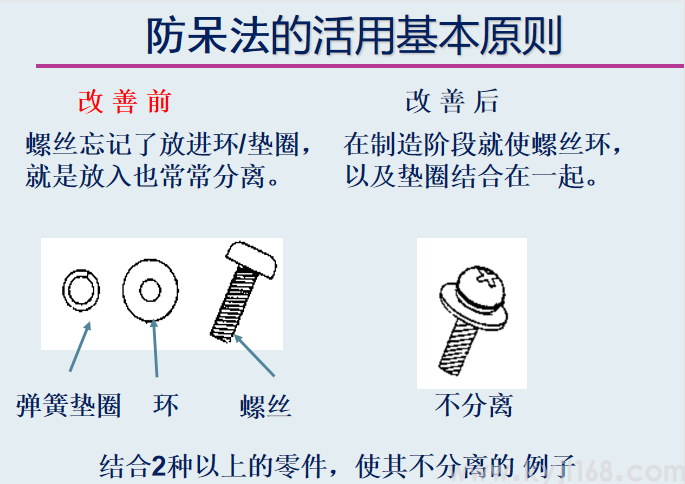
1、防呆法(Fool-Proof)

又称之为防错法、愚巧法,即设计一些方法防止错误的发生,或者将错误发生的概率降到最低程度。防呆法应用范围非常广泛。
2、动改法(动作改善法)
又称之为省工法,即改善人体动作的方式,减少疲劳使工作更为舒适、更有效率,不要蛮干。目的是以最小的动作投入,达到最高的工作效果。
动作经济的四项基本原则
动作简化原则:减少动作数量 省力动作原则:追求动作平衡 省时动作原则:缩短动作移动距离 动作舒适原则:使动作保持轻松自然的节奏
3、流程法
又称为工序分析/工程分析法,对工作流程加以分析、调查,找出其不经济、不均衡、不合理的地方,进而进行改善的方法,称之为工序分析。
4、五五法(5W2H问题分析法)
When:问题发生的时间
Where:问题发生场所,关联部门
Who:当事人是谁
What:什么问题
Why:为什么会发生问题
How:现在怎么样
How much:导致哪些后果和损失

5、人机法
(1)意义
利用人机配合图来研究工作人员及工作机器间的组合运用,改善机器与人员的等待时间,提高团队的工作效率。
(2)应用范围
1人操作1部或多部机器。 数人操作1部或多部机器。 数人操作一共同工作。
(3)人机法的运用
发掘空间与等待时间。 使工作平衡。 减少周程时间。 获得最大的机器利用率。 合适的指派人员与机器。
6、双手法
(1)意义
利用双手操作分析图,研究双手在操作时闲置的状况,并寻求改善的方法,以充分发挥双手的能力。
(2)应用范围
高度重复性,且以人为主的工作,研究对象为人体的双手。
(3)双手法的运用
研究双手的动作,以求其互相平衡。 显现出伸手找寻,以及笨拙而无效的动作。 发现工具、物料、设备等不合适的位置。 改善工作布置。 协助操作技术的训练。
7、工作抽查法
工作抽查法是指应用统计学上的抽样原理来研究工作中人员与机器设备的活动情形,它是一个了解事实最有效的工具之一。它可在最短的时间和最低的成本之下获得有关人与设备之间的有用信息。
(1)意义
利用抽样原理,以推测人或物之作业真象,以利进行分析改善。
(2)应用范围
办公室人员工作时间所占之百分率。 机器设备之维修百分率或停机百分率。 现场操作人员从事有生产性工作之百分率。 决定标准工时之宽放时间百分率。 用以决定工作之标准工时。 商店顾客类别或消费金额或光顾时刻次数等之分配比例资料。 其它可应用抽样调查以收集资料的场合。